




Background
Throughout the Endgrain Supply Chain Efficiency project a series of research studies were conducted to look at the various qualities of endgrain timber. Different tree species have varying properties that when properly researched have the potential to be adapted to suit specific product requirements. Several of these tests are thought to be unique and revealed new potential for product development utilising the qualities of the endgrain of trees. Summaries of each report are provided below. The full report findings can be obtained from the Coed Cymru office at endgrain@coedcymru.org.ok www.coedcymru.org.uk
Summaries of Key Reports
1. Heat treatment (Thermal Modification) of timber at Coed Cymru 2010
This was a short research project looking at the potential of this method of drying Welsh timber. A small oven was developed for small scale trials which was capable of heat treating (thermal modification) timber to temperatures of up to 190°C. The internal oven size was a metre cubed. A range of Welsh endgrain hardwood timber tile blanks were heat treated for different lengths of time prior to a final machining into the finished product. The standard endgrain tile blank was 115mm x 115mm x 15mm. They were cut from small diameter timbers which retained the tree’s pith in the centre. Key findings included:
- Air drying was not essential prior to oven treatment but tiles would require a longer dwell period at 120°C to allow for drying before the oven was ramped up to higher temperature.
- The timber darkens according to the temperature and duration of heating. The longer the temperature is held at 190°C, the darker the colour which provides options for tile colouration. Tiles tend to have a ‘mocha’ tone similar to tropical hardwoods that goes right the way through the tile.
- Heat treatment appears to limit the rate of re-absorption of moisture into the timber. The treatment renders it more stable, which is particularly useful for a wood such as beech which normally has high movement.
- Machining properties also appear to be improved on sawing and planing. This is useful on timbers with wild grain which would otherwise tear out.
- A slow run up to the high temperature that includes holding at 120°C for initial drying produces a good tile. Drying endgrain tiles drying using Thermal Modification takes on average 10 hours plus 3 hours for reconditioning. This is far quicker than conventional kiln drying which can take up to 10 days
- Failure rates through splits occurring from the circumference of the tile blank to the pith within its centre were recorded. Greater failures were observed with oak and beech at 10% to 15% when compared to most other species which averaged around 5%.
2. Small hardwood round timber: the potential supply chain of the endgrain tiles. Test on physical and mechanical characterization.
Extract from Master Degree thesis by F. Coppola 2013
The physical and mechanical properties of a sample of Welsh endgrain tiles were tested as part of a Masters degree. Tests were done on samples of oak, beech, cherry, sycamore and ash tiles, in untreated, kiln dried and heat treated forms. These tests provided further evidence for the hardness of Welsh endgrain timber (assessed using the Brinell hardness test), which was similar to that of tropical hardwoods frequently used in parquet flooring. This work reinforced the suitability of endgrain tiles as a durable flooring material.
3. Enhancement of the properties of Endgrain Welsh Timber using a Nano Lime solution deposited onto the wood’s structure.
Final year MEng project report by Davies H (2012) at the University of Bath
The Vickers hardness of six species of end grain wood tiles (Ash, Chestnut, Douglas fir, Larch, Spruce and Sycamore) was measured following treatment with a solution containing nano-particles of calcium hydroxide in ethanol. The hardness of all species apart from sycamore was found to increase following treatment.
4. Acetylation of Ash Endgrain Tiles.
Biocomposites Centre, Bangor University – Prepared by G. Ormondroyd, February 2012.
This was a scoping study using ash endgrain tiles. Acetylation can increase the stability and decay resistance of wood. In this test, Ash endgrain tiles were first dried and then submerged in acetic anhydride and heated to 140°C in a sealed system for six hours. They were then washed, dried and re-weighed. All tiles exhibited a good weight percent gain suggesting good uptake of the solution leading to increased durability, although a number of the tiles cracked during the process.
5. Laboratory testing of key properties of endgrain flooring.
BM Trada – Prepared by Peter Kaczmar, March 2014
Report Ref: TS/F13167
BM Trada were commissioned to test surface hardness (using the Janka Indentation Test), resistance to rotary abrasion (using the Taber Abrasion Test) and slip resistance (using the Pendulum test method) of endgrain floor tiles using a variety of woods – ash, oak, birch and spruce. Some of the ash tiles had been thermally modified using a heat treatment schedule whereas others were conventionally kiln dried. Some tiles were treated with four coats of lacquer and others with hard wax oil. In addition, two samples of sweet chestnut cobbles (one with a sawn surface and one sand-blasted) were tested for slip resistance, and two samples of solid ash with the endgrain cut at an oblique angle (cross-grain or skew cut) were tested for hardness. Key findings were as follows:
- Heat treated (thermally modified) ash tiles were harder than untreated timber in the endgrain
- Abrasion resistance was best in the uncoated ash endgrain tiles. Little or no improvement in surface wear resistance was achieved through the application of either lacquer or hardwax oil, although thermally modified ash tiles coated with lacquer exhibited marginally better abrasion resistance than the kiln dried ash tiles coated with the same lacquer.
- The unfinished, kiln dried ash tiles performed best on the slip resistance tests. Treating them with hardwax oil, and to a lesser extent lacquer, reduced their slip resistance.
- The sawn and sandblasted cobbles both exhibited low slip potential when tested under wet and dry conditions.
6. Comparative rotary abrasion resistance testing of four wood species relative to their cutting plane.
BM Trada – Prepared by Peter Kaczmar, January 2015
Report Ref: TS/F13167
These tests built on the earlier BM Trada testing by focusing on the effect of the angle at which the endgrain timber was cut. They compared resistance to surface abrasion of four species of wood (oak, larch, ash and beech) and how this varied according to whether the timber was cut long-ways (side-grain), across (endgrain) or on a slant (cross-grain). It was found that the three hardwoods sampled (ash, beech and oak) exhibited better resistance than the larch, and for each of these hardwood timbers the endgrain samples were the most resistant to abrasion and the side-grain least resistant, with the cross-grain samples in between. The test evidence suggested that cross-grain and endgrain material cut from ash or beech are likely to offer abrasion resistance characteristics which at least match and may surpass those of longitudinally cut oak, and so provide functionally equivalent alternatives for use in flooring.
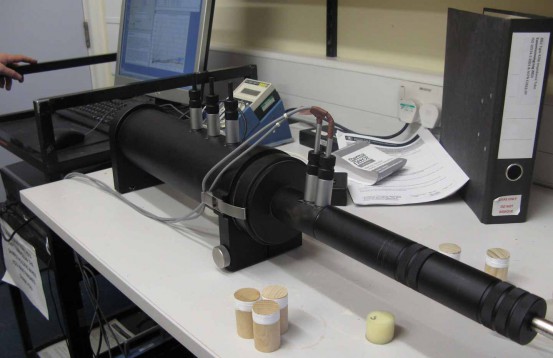
7. Sound absorption testing of timber end grain.
University of Salford Acoustics Research Centre – Report by Dr Andrew Elliott, December 2014
Report Ref: 2014 ACOUSO2078
A variety of timber endgrain samples were tested for their sound absorption properties using the tube impedance method. Poplar and aspen were found to provide a surprising amount of sound absorption, far better than larch, spruce and fir. This appears to be a new discovery not previously reported. Beech also provided a small amount of sound absorption. Samples of one wood (spruce) were tested with different modifications to the endgrain finish: sawn, sanded, sandblasted and scorched, but these modifications were shown to have little effect on sound absorption properties. Doubling the thickness of the endgrain samples to 10mm had no effect on sound absorption, suggesting that samples could be made thinner thus making any product more economically competitive. It was recommended that further tests be undertaken of thin endgrain discs backed with sound absorbent materials such as mineral wool, sheep’s wool or wood shavings.
8. Sound absorption testing of timber Endgrain (phase 2)
University of Salford Acoustics Research Centre – report by Dr Andrew Elliott April 2015
Report Ref: ACOUSO2275:
This testing built on the results of the December 2014 report, focusing on ways of enhancing poplar and beech endgrain timber to improve sound absorption properties. Modifications included varying the thickness of the endgrain sample (from 2.5mm to 50mm), adding slots in the endgrain, using bundled cleft, bundled branches, and all of the above backed with wool felt. Key findings included:
- Sound waves penetrate into beech and poplar endgrain samples to a depth of at least 10mm and possibly beyond 50mm, so increasing sample thickness/depth does improve sound absorption although an upper limit has not yet been identified (the maximum thickness tested was 50mm).
- Cutting samples on a bandsaw reduced sound absorption, probably because this cutting process blocked some of the wood pores that contribute to sound absorption in the endgrain. Samples produced by turning on a lathe performed better.
- Using thin endgrain sheets as a facing for porous sound absorption materials such as wool felt was not effective unless the endgrain was perforated.
- Cutting slots into the timber end grain was found to significantly enhance sound absorption. The saw cuts used in the test were 2.5cm deep and about 1cm apart but other configurations could also be tested.
- The sound absorption of bundles of branches with exposed end grain was found to be a better sound absorber than a solid piece of endgrain of the same depth.
- Cleft was also found to improve on the sound absorption of solid timber end grain and performed better than branches. This is possibly because the bark and hard centre of the thin branches are less porous and likely less absorptive. A potential endgrain product for use in acoustic panels might include logs, cleft and branches with absorptive end grain and voids between them.
9. Test report on resin treated endgrain cobbles for exterior applications.
BC Materials Bangor – Report by Dr Morwenna Spear, June 2015
Endgrain cobbles have good resistance to surface wear when used indoors. These tests were commissioned to assess whether they could be made more suitable for use in an external environment where they will be exposed to factors causing shrinkage, swelling and decay. Samples of pine and beech endgrain cobbles of different thicknesses were impregnated with a phenol formaldehyde resin. The results proved positive with both species taking up a significant quantity of resin, the pine more than the beech, with particularly high uptake in the thinner (20mm) cobbles. However just under a third of the thicker (70mm) beech samples split during drying, so these thicker cobbles were not used in the remaining tests.
The cobbles were then exposed to water soaking, freezing and thawing over a seven day period to assess their suitability for external applications. Resin impregnated cobbles of both pine and beech took up significantly less water than untreated samples, which resulted in less moisture-related movement, and no negative effects were seen on freezing and thawing the timber. The tests indicated that resin impregnated cobbles are likely to perform well in environments where moisture levels fluctuate, although long-term exterior testing should also be undertaken.
10. Report and Evaluation of the Effects of Charring on the Slip Potential of Endgrain Cobbles Used as Exterior Decking.
BM TRADA – Report by Peter Kaczmar, June 2015
Report Ref: TCT/F15043
This piece of research looked at the comparative slip resistance of charred and un-charred endgrain cobbles of oak, larch and pine averaging. The samples were left to equilibrate in an atmosphere of 65%RH at a temperature of 20°C for several weeks prior to testing. This included larch that had experienced twenty four months of weathering outside the Coed Cymru offices. Charring was obtained by holding a blow torch at 60mm from the surface of the cobbles and moved slowly at a constant rate to obtain an even burn. The test method is based on the Izod principle in which a pendulum is released from a horizontal position so that it strikes the sample surface with a constant velocity.
“The process of surface charring can bring about demonstrable and marked reductions in slip potential compared with uncharred material when tested in accordance with BS 7976 Part 2. Under wet conditions the results, in some cases, were found to lead to improvements in the slip resistance of the surface which resulted in classification ‘upgrades’ of the slip potential rating as defined under the HSE slip potential system of classification.”
Cobbles that had been subjected to 24 months of weathering, power washed and then re-charred showed that the slip resistance characteristics of weathered cobbles can effectively be restored after a period of in situ weathering.